The Machine That Makes the Machine
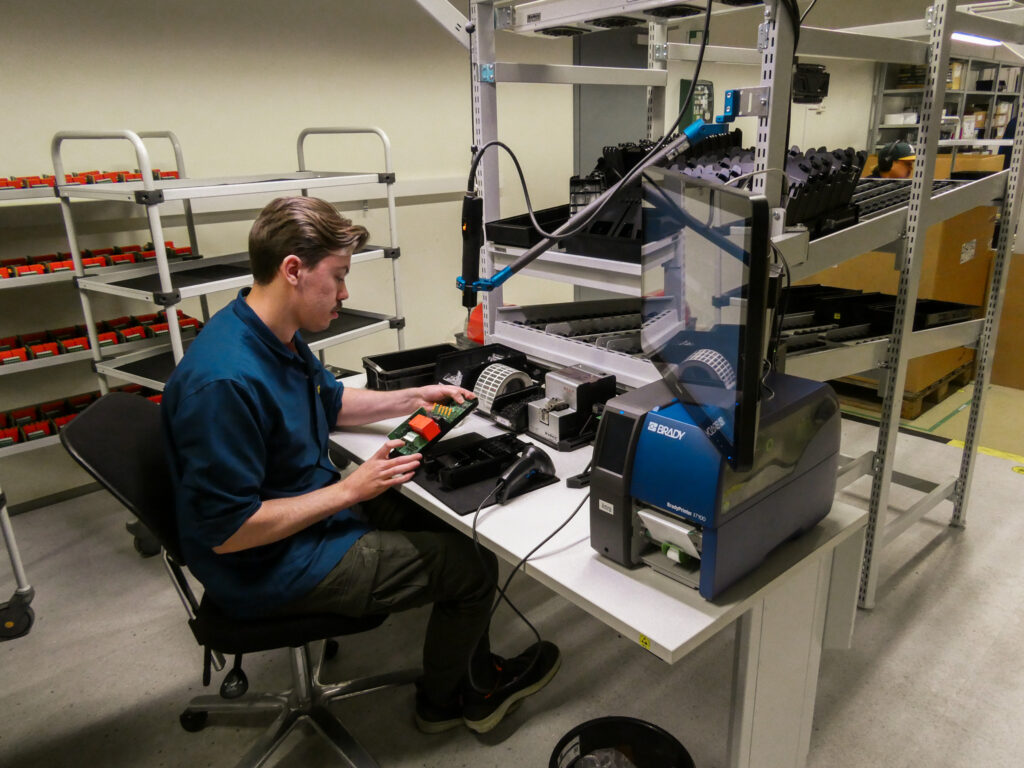
Ole Martin Dahl stands in the Topro Elektronikk factory in Gjøvik, watching another amina C charger move down the production line. One direction, no backtracking, no warehouse at the end where chargers are gathering dust. Optical scanners verify every component. Weight sensors catch deviations down to the milligram. Firmware programming, branding, electrical testing, provisioning: all in sequence, all automated.
"100% yield on the last 5,000 units," he says, then pauses. "Which sounds impressive until you remember we had a product recall in 2023."

Four chairs and a vision
Four years ago, amina was four chairs, some venture capital, and a belief that Europe deserved better EV charging. What they did not have: a production line, a supply chain, engineers, or any real idea how to build what they had imagined.
Dahl was employee number two. He had left a secure job to join a company that was, at that point, mostly vision and not much else.
“We were naive,” he says. “Turned out that was useful.”
100% yield on the last 5,000 unitsOle Martin Dahl, COO @amina
Building the wrong thing first
“Energy companies kept asking for things we couldn’t deliver,” Dahl explains. “Not features of the charger itself. They needed predictable lead times, white-labelling, the ability to bundle chargers into service packages without worrying about support calls at 2am. Traditional hardware production couldn’t give them that.”

What zero defects actually enables
Why reliability unlocks new business models
When your hardware arrives exactly when promised, installs without surprises, and does not generate support calls, all sorts of business models become viable. Free installation programmes. Leasing arrangements. Bundled energy tariffs. Things that collapse completely if your hardware is unreliable or your lead times are unpredictable.
A charger that only draws power is part of the problem. One that can respond to demand-side flexibility signals is an asset.
The grid problem that needs solving
The relays from Zettler respond within milliseconds, and the MCU for the power board from Nordic Semiconductor ensures each charging cycle is carried out to perfection, each time.
“Europe’s grid is increasingly fragile,” Dahl says. “More renewables, more distributed generation, more complexity. A charger that just sits there drawing power is part of the problem. One that can respond to demand-side flexibility signals is an asset.”
Energy companies understand this immediately. Their customers just see a charger that works. But on the backend, they have got hardware that helps them manage grid constraints rather than making them worse.
“Without partners like Zettler, Quectel, Comfycom, Nordic Semiconductor, and the others, none of this would be possible,” Dahl says.
It is the difference between selling a box and selling a system that solves actual operational problems.

What systems thinking actually means
Dahl talks about Lean manufacturing, Theory of Constraints, flow production. Concepts that sound academic until you see them applied to something as tangible as a charging station.
“The charger is only the output,” he says. “What really matters is the outcome: improved profitability throughout the energy ecosystem. Energy companies that can deploy reliably, manage grid constraints, and build viable commercial models around EV charging. That’s what the system enables.”
He is not wrong. Most hardware companies optimise for the product itself. Better features, sleeker design, more functionality. amina optimised for the conditions that make large-scale deployment viable: manufacturing repeatability, supply chain resilience, installation speed, grid intelligence, commercial flexibility.
“We happened to build a charger along the way,” Dahl says. “But what we really built was the capability to deliver what energy companies need to make EV charging work commercially.”
January was amina’s best sales month ever. The order books are full. Given some of those near-death moments in the early years, that is not something to take for granted.
Order intake is at an all-time high — though we still have capacity to take on more.Ole Martin Dahl, COO @amina
What comes next
He pauses, watching another charger move through the final testing stage.
Related


